De jubileumtegel van de KLO
Het KVL terrein wordt steeds meer getransformeerd tot een eigentijdse woonwijk terwijl een enkel oud gebouw ons nog aan de tijd herinnert, dat hier een dynamische leerfabriek stond. Hier werden met het looiproces mooie vellen leer werden gemaakt van koeienhuiden die vanuit de hele wereld werden aangevoerd.
We brengen een aantal stappen in beeld van het looiproces zoals dat op de KVL in het midden van de vorige eeuw plaatsvond. De foto’s zijn met name afkomstig uit archieven van Leon Hueber en Bep van de Berk.

Deze eerste foto toont een tegel, gemaakt in 1941 ter gelegenheid van het 25-jarig bestaan van de KVL (toen nog KLO geheten: Koninklijke Lederfabriek Oisterwijk). De tegel is gemaakt door Tegelfabriek Westraven uit Utrecht. Zou Henk Potters hier zijn inspiratie opgedaan hebben voor zijn tegelkunst?
Op de tegel zie je het – nu ingepakte – monument, aangeboden door het personeel bij datzelfde jubileum. Links zie je de ingang naar de toenmalige kantoren. Daarachter het U-gebouw, dat deels is afgebroken. Het hoge gebouw rechts was het laboratorium. De schoorsteen uit 1916 hoorde bij de eerste stoomketels en is in latere jaren afgebroken door de komst van de stoommachine. Het gebouw voor de toren heette “gebouw 1”, het is het allereerste gebouw van de leerfabriek en heeft diverse functies gehad. De naam “Brabantia” was een merknaam van de leerfabriek.

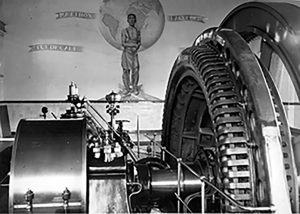
De tweede foto toont de eerste stoommachine, merk Bollinckx, die achter gebouw 1 stond. De tweede man van rechts is oprichter Christ van der Aa, ook wel “de dikke Van der Aa” genoemd. Hij overleed slechts enkele dagen voor de feestelijke jubileumdag op 27 oktober 1941 toen de looierij 25 jaar bestond.
Voorzag de stoommachine Oisterwijk van stroom?
De eerste stoomturbine leverde stoom op de leerfabriek vanaf de oprichting tot 1924. De stoom dreef de machines aan. Vanaf 1924 tot 1939 werd een stoommachine de energieleverancier op de looierij en dus heel belangrijk.

1923 – al snel na de oprichting van de toenmalige NV Lederfabriek Oisterwijk – steeg de productie. De directie stapt over naar elektrische aandrijving en kiest voor een stoommachine met draaistroomgenerator van de firma Carels uit Gent, België. Stoom werd voortaan omgezet naar stroom.

De Duitse architect Hildner ontwerpt hiervoor een gebouw midden op het fabrieksterrein met daarin een Machinekamer en een Ketelhuis. Begin 1924 wordt de installatie in onderdelen per spoor aangeleverd en met een brugkraan geplaatst. Het gewicht van de twee zware cilinders is 72.000 kg en de prijs bedraagt zo’n 13.000 euro.
De elektriciteitsbehoefte neemt toe en rond 1929 wordt het Ketelhuis daarom met twee ketels uitgebreid naar vijf. Later wordt ook nog een transformatorruimte gebouwd. In 1935 is het provinciale net van de PNEM zodanig dat het goedkoper en efficiënter is hierop over te schakelen. De PNEM past het schakelbord aan. Daarmee kan de eigen centrale, en die van de PNEM, de fabriek van stroom voorzien. Eigenlijk heeft de KVL-centrale dus maar 10 jaar optimaal gefunctioneerd.

In het begin blijkt de geleverde stroom van de PNEM niet stabiel genoeg en wordt de stoommachine nog gebruikt om het piekverbruik op te vangen. Het verhaal gaat dat, tijdens de Tweede Wereldoorlog, de stoommachine ook wordt ingezet om Oisterwijk van elektriciteit te voorzien, maar dat is onwaarschijnlijk: pas na september 1944 was er een tekort aan elektriciteit en in die periode was de stoommachine te beschadigd om te kunnen draaien. Na de oorlog wordt de machine nog slechts sporadisch gebruikt.
In het boek “Van Stoom naar Stroom” worden alle details beschreven. Het boek is verkrijgbaar bij Boekhandel Oisterwijk of via een mailtje aan de Stichting Stoommachine Oisterwijk.
Het rook niet fris in het Huidenmagazijn
Het productieproces van het looien begint in het Huidenmagazijn. Daar kwamen de huiden aan per spoor of vrachtauto. Ze waren in pakketten gevouwen en aan de vleeskant goed gezouten, ter conservering.

Bij aankomst werden ze gesorteerd en metershoog in de kelders opgestapeld. De huiden werden gesnoeid (ontdaan van restant van poten, staarten e.d.). U kunt zich voorstellen dat het er niet bepaald fris rook.

Na het snoeien werden de ruwe huiden gesorteerd op gewicht, in verband met de benodigde hoeveelheid chemicaliën voor het looiproces.


Er werden verschillende soorten huiden op KVL gelooid in die tijd. Met name kalf, mast (groter kalf), vaars (koe die voor het eerst gekalfd heeft), rund en paard. In de tweede wereldoorlog werd een deel van het leer geleverd aan de Duitse Wehrmacht, voor de productie van laarzen en er werden zelfs konijnenvellen gelooid voor de vrouwen van de Duitse officieren.

Van koeienvel naar slangenhuid
Na het Huidenmagazijn komt het Nathuis in beeld. In de eerste fase van het looiproces wordt de huid in het Nathuis voorbereid op de looiing door wassen.
De huiden worden vervolgens gesorteerd, de haren verwijderd, ontvleesd, etc.

Daarna volgt de tweede fase: de feitelijke looiing. In dit proces worden de vezels en eiwitstructuur zo bewerkt dat de huid niet meer kan bederven en alle micro-organismen tot in de diepere huidlagen doodgaan.
Vóór de mechanisatie gebeurde het looien door thuislooiers. Zij gebruikten gemalen eikenschors (ook wel run genoemd) dat samen met de huiden in putten met water werd gelegd. Die eikenschors werd in vroegere tijden gemalen door o.a. de Kerkhovense molen. De molensteen die lang op de Kampina lag (nu bij Broeders in Moergestel) is daarvan afkomstig.

Fase drie vind plaats als de huid gelooid is. Die fase is de afwerking, ofwel finishing. Met verven, finishen en prenten speelt men in op de behoefte van de markt. Met prenten kun je op het leer een profiel printen van -bijvoorbeeld- slangenhuid, zodat het koeienvel uiteindelijk op slangenleer leek.
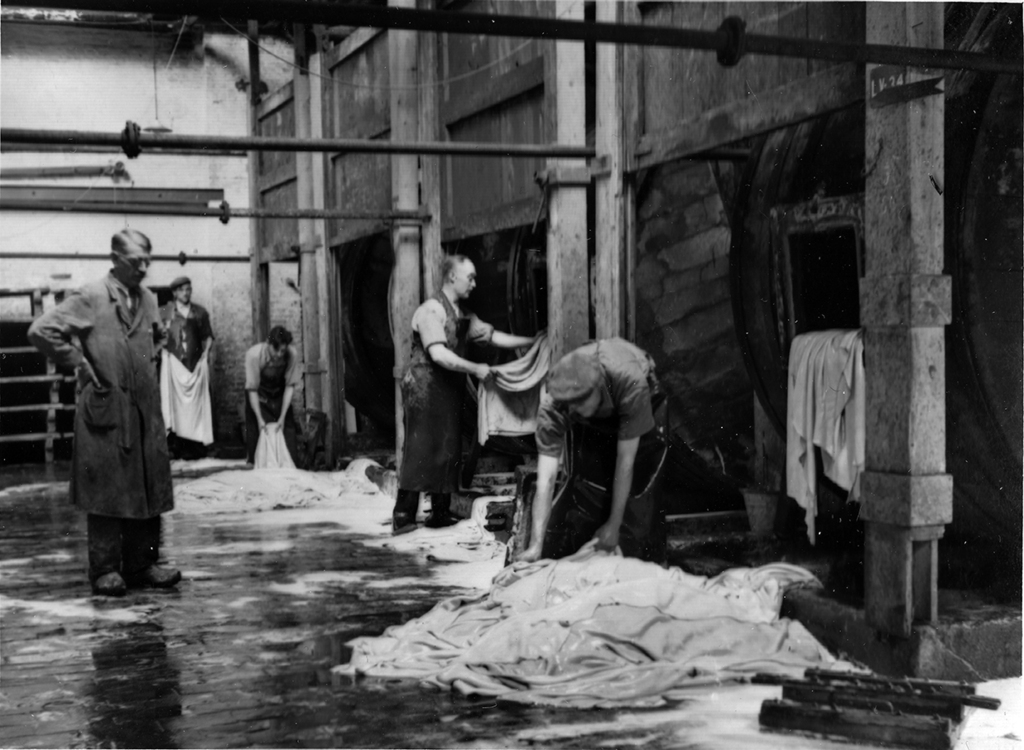
Hoe vies en zwaar wilt u het hebben?
Belangrijk onderdeel van het looiproces was het Nathuis, ook wel het meest vieze en ongezonde onderdeel op een leerfabriek. Haren en onderhuidweefsel werden hier verwijderd in het Nathuisproces.
De huiden worden eerst gewassen om zout en mest te verwijderen. Dit gebeurt in ‘haspels’. Dat zijn grote halve kuipen met schoepen aan de binnenkant.

Daarna gaan de huiden in andere haspels, gedurende 2 tot 3 uur, in een oplossing van zwavelnatrium. Dit om de haren te verwijderen.

Vroeger ging het haar naar de Haarwasserij om, na het wassen, verkocht te worden als vulling voor o.a. meubels en autostoelen.

De huiden zijn nu ontdaan van vlees en kunnen worden bewerkt. Door al het vocht zijn ze nu zo’n 45 kg zwaar en gaan ze naar de ‘ontvleesmachine’. Dat is een machine met een scherp geslepen messencilinder of -wals die de resten eraf schraapt of snijdt. Heel vroeger gebeurde dit handmatig met een scherp vleesmes. Dat was vies en zwaar werk. Het afval, ‘lijmvlees’ genoemd, ging in grote bakken naar een bedrijf dat er gelatine van maakte.

Vervolgens worden de vellen gespoeld, ontkalkt en geneutraliseerd ter voorbereiding op het beitsen in haspels. Het ‘beitsen’ dient om de haarporiën extra te reinigen. Daardoor wordt de nerf gladder, schoner en soepeler. Het is de laatste bewerkingsfase in het Nathuis. Vanaf dit moment worden de huiden ‘bloten’ genoemd en zijn klaar voor het uiteindelijke looien.
Zwavelzuur, chroom, wetblue en splitten
Na het Nathuis ging alles naar de looierij-afdeling. In de looierij gaan de huiden in grote draaiende vaten waaraan, vanaf een bordes, zwavelzuur wordt toegevoegd om de juiste zuurgraad te verkrijgen. Een zeer gevaarlijke klus. Het is belangrijk dat het zwavelzuur goed en gelijkmatig in de vellen trekt.
Daarna wordt, in diezelfde vaten, chroomlooistof toegevoegd, via een holle as. Vanaf dit moment spreken we van ‘leer’.

Het chroomgelooide leer bevat veel overtollig vocht. De vellen gaan, na het looien, door de ‘abwelkpers’ om het resterend vocht uit de vellen te halen. Door de gebruikte chemicaliën zijn de vellen groen/blauw en spreken we van ‘wetblue’.

De nerf is, na dit looiproces nu goed zichtbaar en in deze fase wordt er op kwaliteit gesorteerd. Volnerfleder is de beste kwaliteit. Bij beschadigingen (door prikkeldraad, wonden of teken) wordt het leer extra geschuurd en gefinished (afgewerkt) en is er sprake van een mindere kwaliteit leer. De rundervellen zijn 3-5 mm, te dik voor verwerking tot, bijvoorbeeld, schoenen. Het wordt daarom dunner gemaakt in de ‘splitmachine’.

De nerfkant is het belangrijkste en dat leer is dan ook bestemd voor bijvoorbeeld de schoenindustrie. De onderkant wordt split genoemd. Hiervan wordt o.a. suède gemaakt.
De vellen gaan nu door de schaafmachine (een messenwals) om ze gelijkmatig op dikte te brengen. Daarna wordt de laatste natte fase uitgevoerd: het leer wordt in vaten geneutraliseerd, oftewel ontzuurd.

Dit is nodig: de zuren kunnen namelijk storend werken op het nalooiproces en de vetting. Deze twee handelingen hebben o.a. invloed op de verf-fijnheid, zachtheid en verfbaarheid van het leer. Vetting bepaalt ook de rek, scheursterkte en waterdichtheid van het eindproduct.
Innovatie in 1962 leidt tot omzetstijging
De volgende stap in het looiproces was vaak om het leer te verven. De ververij op KVL was gevestigd in een deel waar nu het EKWC zit. In grote vaten woeden de vellen geverfd. Door gebruik van kleurstoffen kon vrijwel elke kleur gemaakt worden. Door middel van o.a. mierenzuur werd de verfstof gefixeerd.

Het nog natte leer wordt nu gedroogd en voorbereid op de finish. Het leer wordt geperst en gedroogd.

In vroegere tijden gebeurde dit op de droogzolder, in de tweede helft van de vorige eeuw in plakkasten en later nog in vacuümdrogers.
In de jaren ’60 van de vorige eeuw vond men op KVL een nieuw procedé uit om lakleer te maken. In vroeger tijden scheurde de laklaag van lakschoenen vaak en met deze nieuwe methode werd de kwaliteit van lakschoenen een stuk beter. De omzet steeg en vooral Italië werd een grote afzetmarkt.

Uitzetten, stollen en schuren
Naast verven zijn er meer bewerkingen in de leerfabriek in Oisterwijk, om te komen tot een mooi eindproduct.
In de Uitzetterij wordt op een machine het leer uitgerekt, worden eventuele plooien verwijderd en wordt de nerf vlak en glad gezet. Vroeger gebeurde dit handmatig op houten frames, later op metalen frames in de Opspannerij. Met het uitrekken worden de vellen groter waardoor ze meer geld opbrengen.

Gedroogde leer voelt nog hard aan en krijgt door het ‘stollen’ zijn zachtheid terug. In de Stollerij wordt het leer in de stolmachine over een scherp mes getrokken, waardoor de leervezel wordt losgetrokken en het leer zacht wordt. Vroeger gebeurde dit op kleine machines met veel handmatig werk.

In de Schuurderij wordt het leer met schuurpapier geschuurd. Hiermee wordt het leer ontdaan van nerffouten en geëgaliseerd. Bij nubuck wordt de nerfkant geslepen om een fluweelachtig effect te krijgen.
Leer met karakter!
De laatste bewerking in het looiproces is het finishen. In dit proces kunnen karaktereigenschappen aan het leer worden meegegeven, zoals een egale kleur, glans, verminderd wateropnemend vermogen, krasbescherming, etc. maar ook kunnen nerffouten worden verdoezeld.
Er zijn tal van bewerkingen mogelijk, zoals spuiten (kleurafwerking), glansstoten of polijsten (lichte glans aan het leer) en lakken (dikke laklaag).

Gedurende het finishproces dient het leer enkele malen gebügeld, gesatineerd of geprent te worden. Zo krijgt men een gladde finishlaag en wordt alles samengesteld om het leer af te sluiten. Door gebruik van een prentplaat kan het leer een bepaalde fantasiestructuur krijgen, zoals bijvoorbeeld krokodil.
Deze serie beschrijvingen van het looiproces op KVL gaven een indruk van de vele behandelingen die nodig zijn om van een ruwe huid leer te maken dat geschikt is voor de schoen- en lederindustrie. Zoals aan het begin geschreven: elke soort huid krijgt een andere behandeling en ook de modernisering in de leerindustrie heeft het looiproces in de loop van de tijd veranderd. De beschrijvingen zijn dan ook slechts globaal.
Tekst en foto’s uit archief Oisterwijk in Beeld, meerendeel afkomstig van Bep van den Berk en Leon Huebèr.